
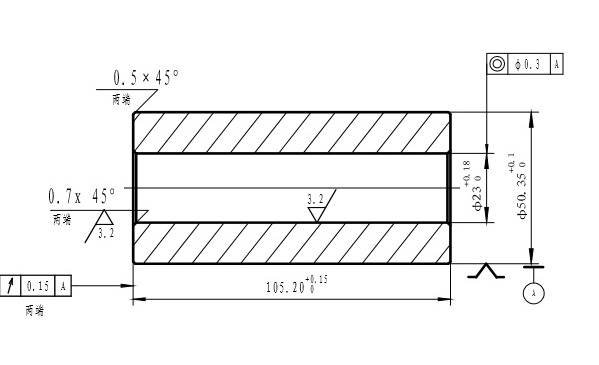
采用GSM四轴数控枪钻机床ZK2125×4B/300对该孔进行加工时,一次可以装夹四个工件,加工效率非常高。
通常,枪钻机床装夹工件的采用两内锥顶盘顶紧工件两端外圆倒角,液压顶紧的方式。装夹定位精确,自动化程度很高,所以被广泛采用。
但是,对于活塞销零件的装夹,因为其特殊的工序安排,bandao sports前道工序是用数控带锯将一整根材料分段锯开,通过输送带输送到枪钻机床,工件的外圆没有倒角,并且,锯床切割的工件两端面与工件外圆的垂直度非常差。如果还用两内锥顶盘两顶的形式装夹工件,则会发生装夹不可靠,定位精度非常低等缺点,造成加工不稳定,废品率高等缺陷。
如果采用卡盘夹持工件外圆,虽然可以避免定位不准确装夹不可靠等缺点,但是,机床的装夹自动化则比较难实现,需要人工装卸工件。对提高生产效率不利。
针对以上问题,金石机械技术人员经过精心分析计算,设计出了一套非常适合活塞销装夹的工装形式。
结构形式参见下图:
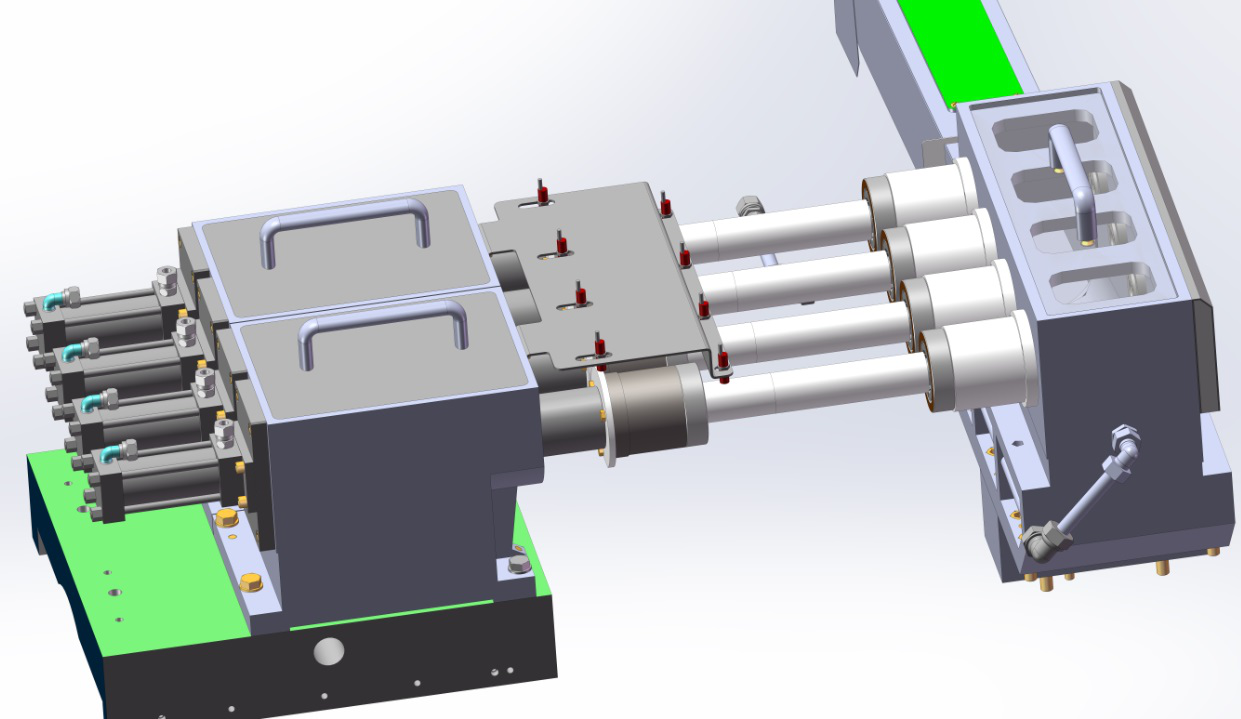
1. 工件左右两端均采用筒夹的形式,夹持工件左右两端外圆,每端夹持长度为10mm左右。
2. 筒夹的夹紧动力采用液压顶紧的方式。
3. 工件先放置在“V”辅助支架上,调整好“V”型支架的中心高,使工件与筒夹同轴心。
4. 左筒夹液压驱动,从左向右伸出,将工件左端套进筒夹内孔,继续向右,推动工件进入右端的筒夹内孔。筒夹弹簧套收缩,夹紧工件。
5. bandao sports完后,左端筒夹后退,左右两侧的筒夹均松开,工件下落在“V”型支架上。完成工件的装卸及加工循环。
双筒夹的方式,可以直接夹紧活塞销外圆,定位准确可靠。另外,还非常适和传送带自动传送工件的自动化要求。
半岛·(中国)官方网站的枪钻机床ZK2125×4B/500,安装了双筒夹的装夹机构,因而,装夹准确可靠,自动化程度高。在活塞销内孔的加工中发挥了重要的作用,深受用户好评。
